МЕБЕЛЬНЫЕ МАТЕРИАЛЫ LINYI JIANLI CO .. ООО










ПРОДУКТ
Контакты Нас
Телефон:86-0539-8228838
WeChat:18253974567
WhatsApp:8618253974567
Электронная почта:Jack@jlfmcl.com
Адрес: Район Луожуанг. Провинция Линьиситы Шаньдун, Китай


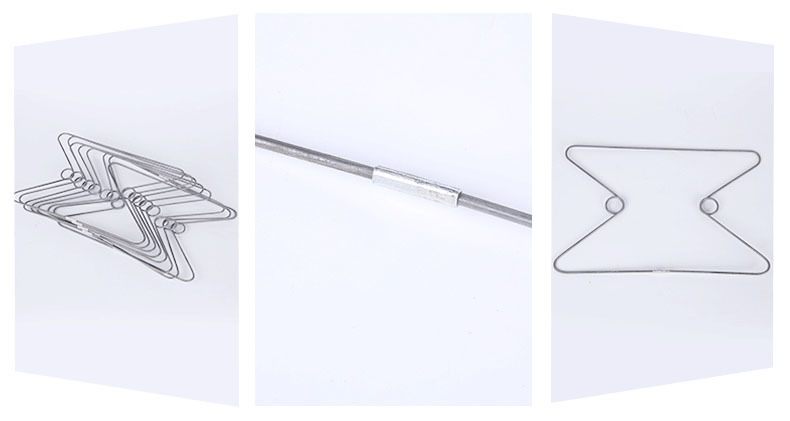
Пограничная соединительная труба
Толщина: 1,25 мм
Внутренний диаметр: 5,0-5,5 мм
Наружный диаметр: 7,5-8,0 мм
Классификация:
Ключевые слова:
Пограничная соединительная труба
WhatsApp:
Электронная почта:
Сообщение
ОПИСАНИЕ
Поверхность среза изделия гладкая, без заусенцев, без режущих углов, с гарантией качества.
Продукты могут быть настроены или обработаны в соответствии с требованиями заказчика.
Длина
40 мм
Толщина
1,25 мм
Внутренний диаметр
5,0-5,5 мм
Наружный диаметр
7,5-8,0 мм
Параметры продукта
|
Пункт
|
Значение
|
|
Номер модели
|
Металлический наконечник
|
|
Материал
|
Углеродистая сталь
|
|
Упаковка почты
|
Н
|
|
Наименование товара
|
Соединитель матраса
|
|
Материал
|
08AL
|
|
Цвет
|
Серебр или белизна
|
|
Применение
|
Может использоваться для рамы матраса холодной штамповки деталей
|
|
ОЭМ, ОДМ
|
Примите
|
|
Каждая коробка
|
3000/коробка
|
|
Упаковка
|
Картон
|
|
Сертификация
|
PCOC
|
|
Качество
|
Топ высокий, зеленый, экологически чистый
|
|
|
Внутренний диаметр
|
Наружный диаметр
|
Длина
|
Вес (кг)
|
Номер/коробка
|
|
Стиль 1
|
3,3 мм
|
5,2 мм
|
19 мм
|
20,5
|
10000
|
|
Стиль 2
|
3,5 мм
|
5,2 мм
|
19 мм
|
19,5
|
10000
|
|
Стиль 3
|
3,8 мм
|
5,2 мм
|
19 мм
|
18
|
10000
|
|
Стиль 4
|
4,3 мм
|
7,0 мм
|
40 мм
|
23
|
3000
|
|
Стиль 5
|
4,5 мм
|
7,2 мм
|
40 мм
|
23
|
3000
|
|
Стиль 6
|
4,8 мм
|
7,0 мм
|
40 мм
|
18
|
3000
|
|
Стиль 7
|
5,0 мм
|
7,0 мм
|
40 мм
|
18
|
3000
|
|
Стиль 8
|
5,2 мм
|
7,8 мм
|
40 мм
|
23
|
3000
|
|
Стиль 9
|
5,5 мм
|
7,8 мм
|
40 мм
|
22
|
3000
|
|
Стиль 10
|
5,5 мм
|
8,0 мм
|
40 мм
|
25
|
3000
|
|
Стиль 11
|
6,0 мм
|
8,0 мм
|
40 мм
|
21,5
|
3000
|
Сценарии применения
Дисплей упаковки

ГЛОБАЛЬНОЕ СОТРУДНИЧЕСТВО




СЕРТИФИКАТ

Честь

Честь

Честь

Честь
СВЯЗАННЫЕ ПРОДУКТЫ
Часто задаваемые вопросы
Что обыкновенно используемые методы производства для различных проводов весны стальных?
(Сталь) Катанка-Поверхностное покрытие-чертеж (этот метод можно использовать для провода тюфяка стального)
Как обработать поверхность проволоки из пружинной стали?
Как правило, кислотное травление и фосфатирование используются для удаления окалинов оксида железа и формирования фосфатирующей пленки; Есть также несколько, которые используют механические методы обработки. Цель-удовлетворить требования процесса волочения в холодном состоянии и получить гладкую поверхность. Для проводов весны стальных которые требуют высокой жизни усталости, как провода весны клапана стальные, катушка должна быть слезана для уменьшения поверхностных дефектов. Если сталелитейный завод может измельчить стальную заготовку, также полезно уменьшить дефекты.
Как нарисовать проволокой проволоку из пружинной стали?
Процесс рисования готовой продукции оказывает значительное влияние на производительность продукта. Как правило, для обеспечения прочности продукта используется более высокая общая скорость уменьшения около 90% (см. Скорость уменьшения площади) и меньшая скорость уменьшения прохода (около 10% -20%). Для высокопрочного провода весны стального, температура выхода каждого прохода стального провода должна быть проконтролирована под 150 ℃ во время чертежа для предотвращения отказов кручения причиненных вызревание напряжения, которое главный дефект причиняя лом стального провода. Поэтому, хорошая смазка и достаточный охлаждать необходимы во время чертежа, и используя более небольшие тарифы уменьшения прохода и скорости чертежа могут помочь уменьшить повышение температуры стального провода.
Процесс производства проволоки пружинной стали для кроватей
1. При выборе сырья следует учитывать их прочность на растяжение и характеристики кручения, а также следует проводить испытания на кручение, чтобы убедиться, что сырье не трескается, а поверхность плоская. 2. Во время термообработки следует избегать обезуглероживания сырья, чтобы обеспечить высокое содержание углерода и получить более стабильную структуру сорбции. 3. При рисовании полуфабрикатов следует использовать процесс с высокой скоростью сжатия, несколькими проходами и небольшой частью скорости сжатия, а также разумный маршрут рисования. Во время процесса рисования оборудование для рисования, условия смазки и охлаждения, а также размеры пресс-формы должны строго соблюдаться в соответствии со стандартами, чтобы обеспечить плоскостность готового продукта. 4. Разработайте разумную температуру погружения, чтобы продукт был чувствительным ко времени.

Район Луожуанг графства Хуаншань. Провинция Линьиситы Шаньдун, Китай
ОНЛАЙН СООБЩЕНИЕ